
Engineering Principles of Dual-Chamber Thermal Oxidation: A Technical White Paper on HICLOVER Waste Incinerator Systems
The thermal destruction of waste is a critical engineering discipline governed by stringent environmental regulations and operational standards. Modern waste incinerators are sophisticated systems designed for high-efficiency combustion, ensuring the complete breakdown of complex materials while minimizing atmospheric emissions. Adherence to key performance metrics, such as the medical incinerator operating temperature standards mandated by global health bodies, is non-negotiable. These systems must reliably maintain primary chamber temperatures of at least 850°C and secondary chamber temperatures exceeding 1100°C, with a minimum gas retention time of two seconds. This process, known as thermal oxidation, is fundamental to neutralizing pathogens, destroying hazardous chemical compounds, and significantly reducing waste volume. The engineering reliability of these units is paramount, particularly in applications ranging from healthcare facilities to remote industrial sites where operational failure is not an option.
Core Combustion Principles and Regulatory Compliance in HICLOVER Systems
The efficacy of any thermal waste treatment system is rooted in its adherence to the fundamental principles of combustion, often referred to as the “Three T’s”: Time, Temperature, and Turbulence. HICLOVER waste incinerators are engineered around a dual-chamber, controlled-air design that systematically optimizes these three variables to achieve comprehensive waste destruction and regulatory compliance. This design directly addresses the challenges of treating heterogeneous waste streams, from general refuse to specialized biohazardous materials.
Dual-Chamber Combustion Engineering
The thermal process within a HICLOVER system is bifurcated into two distinct, sequential stages, each occurring in a dedicated chamber. This separation is a cornerstone of modern incinerator design, ensuring that the combustion process is both complete and clean.
- Primary Combustion Chamber: This is where the solid waste is loaded and subjected to initial combustion under substoichiometric (oxygen-starved) conditions. The primary chamber operates at temperatures between 800°C and 950°C. This controlled-air environment facilitates the pyrolysis and gasification of the waste, breaking down solid materials into a mixture of combustible gases, volatile organic compounds (VOCs), and inert ash. The goal here is not complete combustion but rather the efficient conversion of solid waste into a gaseous fuel for the next stage. This pyrolytic process minimizes the entrainment of particulate matter into the gas stream, a common issue in single-chamber or excess-air designs.
- Secondary Combustion Chamber (Afterburner): The volatile gases produced in the primary chamber are directed into the secondary chamber. Here, they are mixed with excess air and subjected to much higher temperatures, typically ranging from 1100°C to 1200°C. A dedicated burner maintains this high temperature, ensuring the complete thermal oxidation of all combustible gases, including dioxins, furans, and VOCs. Crucially, the chamber is engineered to enforce a minimum gas residence time of two seconds. This extended duration at extreme temperatures, combined with engineered turbulence to ensure thorough mixing of gases and oxygen, guarantees the destruction of even the most stable organic compounds, a requirement stipulated by frameworks like the European Union’s Waste Incineration Directive (Directive 2000/76/EC) and WHO guidelines.
The structural integrity of these chambers relies on advanced materials science. HICLOVER utilizes high-grade refractory concrete, capable of withstanding extreme thermal cycling, chemical corrosion from acid gases, and mechanical abrasion. This robust construction ensures long operational lifespans and maintains the thermal efficiency required for consistent performance. The insulation package is designed to minimize heat loss, reducing fuel consumption and contributing to a more sustainable operational footprint, a key consideration for organizations focused on ESG compliance.
Emission Control and Regulatory Adherence
Achieving regulatory compliance extends beyond the combustion chambers. The flue gas exiting the secondary chamber, while largely inert, must be treated before being released into the atmosphere. HICLOVER systems can be integrated with modular emission control technologies to meet site-specific or national environmental standards.
- Dry Scrubbers: These systems involve the injection of a dry reagent, such as hydrated lime or sodium bicarbonate, into the flue gas stream. The reagent neutralizes acid gases like hydrogen chloride (HCl) and sulfur dioxide (SO2) through a chemical reaction, converting them into solid salts (particulates). These particulates are then captured in a downstream filtration unit, typically a baghouse filter. Dry systems are often preferred for their lower water consumption and simpler operation.
- Wet Scrubbers: In a wet scrubber, the flue gas is passed through a liquid (usually a water-based solution with a neutralizing agent). The liquid absorbs pollutants, including acid gases and some particulate matter. While highly effective, wet scrubbers produce a liquid effluent that requires treatment, making them more suitable for facilities with existing wastewater management infrastructure.
The choice between a dry and wet scrubber is a technical decision based on the waste composition, local emission limits, and site utilities. HICLOVER’s engineering team provides consultative support to determine the most appropriate configuration, ensuring that the complete system, from loading door to smokestack, operates as an integrated, compliant solution. This is a key advantage of sourcing from a direct manufacturer rather than a trading company, which may lack the in-depth engineering expertise to tailor solutions.
System Architecture: Fixed, Mobile, and Containerized Solutions
The operational context for waste management varies dramatically, from permanent urban medical centers to temporary humanitarian aid camps. Recognizing this, HICLOVER has developed a range of system architectures to provide robust, reliable thermal treatment solutions adaptable to diverse logistical and environmental challenges. The selection of an appropriate architecture—be it fixed, mobile, or containerized—is a critical commercial investigation step for any procurement manager or project engineer. The increasing trend toward decentralized waste management, driven by a need for supply chain resilience and rapid response capabilities, has elevated the importance of modular and mobile systems.
Comparative Analysis of Incinerator Types
The primary distinction in system architecture lies in its portability and installation requirements. Each type offers distinct advantages tailored to specific deployment scenarios.
- Fixed Incinerators: These are permanent installations, typically constructed on a concrete pad at a centralized waste treatment facility, large hospital, or industrial plant. They are designed for long-term, high-throughput operations. While offering the largest capacities, their installation is a civil engineering project requiring significant site preparation, foundation work, and utility connections. They represent a long-term capital investment for established facilities with predictable waste streams.
- Containerized Incinerators: This modular design represents a significant leap in deployment flexibility. The entire system—including the primary and secondary chambers, fuel tank, generator, control panel, and often the emission control unit—is pre-installed and factory-tested within a standard ISO shipping container. This “plug-and-play” approach drastically reduces on-site installation time and complexity. These units are ideal for remote locations such as mining camps, offshore platforms, or military bases. The containerized incinerator specifications are engineered for rapid deployment in crisis zones, supporting global infectious disease preparedness by enabling swift, on-site disposal of contaminated materials. A project requiring a reliable Mali animal incinerator for disease control in a remote agricultural region would be a prime candidate for a containerized solution, as it eliminates the need for complex local construction.
Control Systems and Automation
The operational interface is another key point of differentiation. HICLOVER offers both manual and automated control systems to match user capabilities and operational demands.
- Manual Control: These systems rely on operator intervention to manage burner cycles, air injection, and temperature monitoring. They are robust and simpler electronically, which can be an advantage in regions where access to specialized technicians is limited. However, they require well-trained operators to ensure efficient and compliant combustion.
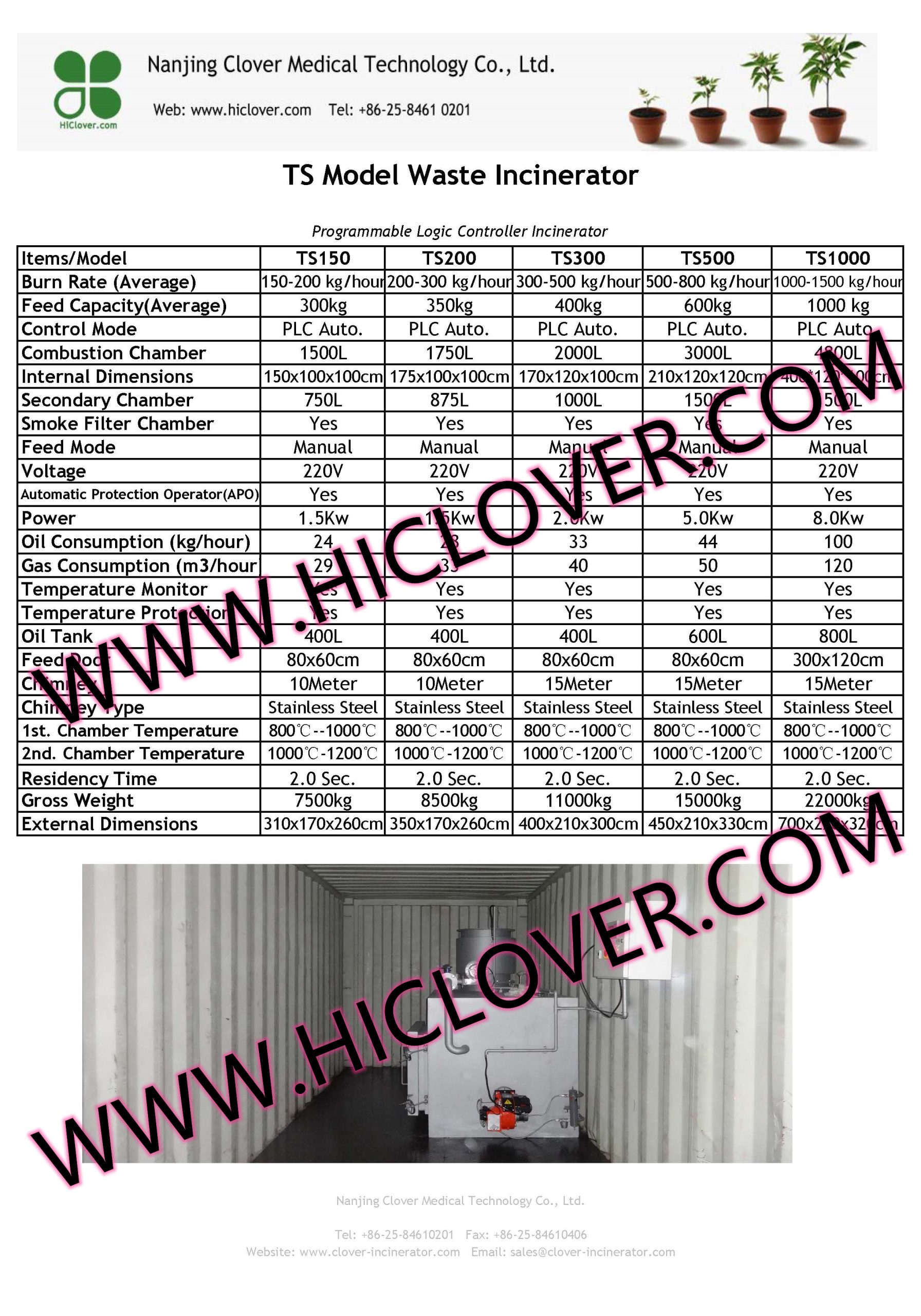
- PLC (Programmable Logic Controller) Automation: HICLOVER’s PLC-controlled systems automate the entire combustion cycle. The PLC monitors temperatures, pressures, and oxygen levels in real-time, automatically adjusting burner output and air dampers to maintain optimal conditions. This level of digital automation enhances safety by preventing operator error, improves fuel efficiency, and ensures consistent compliance with emission standards. The system can log operational data for reporting and ESG compliance, and features like automatic cooldown cycles protect the refractory lining, extending the equipment’s lifespan. For sensitive applications like Equatorial Guinea pets cremation, where consistent and dignified processing is required, PLC automation provides an unmatched level of control and reliability. The technical parameters of such systems are a key focus for buyers, who can investigate further here: https://www.google.com/search?q=container


HICLOVER is growing brand for environmental protection field, and market share with most of Africa, Middle East, Southeast Asia countries and part of North America, Europe territory. We are trusted partner for governmental organizations, non-profit organizations, international contractors, logistics organizations, military, pet cremation business owners, etc. We have export experience more than 40 countries, including war zone like Iraq, Afghanistan, Somalia, South Sudan. Mobile: +86-13813931455(WhatsApp) Website: www.hiclover.com Email: [email protected] Email: [email protected]